



















































Linia produkcyjna bloczków spienionych
Linia produkcyjna bloczków piankowych
Urządzenie do produkcji wyrobów z piany cementowej
- Szczegóły produktu
Kluczowe zalety: pięć głównych atutów, które przekształcają model produkcji bloczków
1. Szeroki zakres źródeł surowców i wyraźna przewaga kosztowa
Urządzenia charakteryzują się bardzo wysoką kompatybilnością z różnymi surowcami; można szeroko wykorzystywać popioły lotne, odpady rudowe, przemysłowe pozostałości oraz pył kamieni jako główne surowce produkcyjne. Dostępność surowców w kraju jest duża, a ich ceny niskie, co pozwala na ekologiczne wykorzystanie przemysłowych odpadów stałych oraz znacznie obniża koszty zakupu surowców, dając firmom wyraźną przewagę kosztową, jednocześnie realizując ideę zielonego i ekologicznego produkcji.
2. Niewielki wymiar inwestycji, wysoka efektywność zwrotu
Całkowita linia produkcyjna charakteryzuje się kompaktową konstrukcją, a koszt inwestycji wynosi jedynie 40–50% kosztów tradycyjnej linii produkcyjnej autoklawowej, co znacznie obniża próg wejścia dla przedsiębiorstw. Ponadto proces produkcyjny został uprościony – nie wymaga skomplikowanego etapu wysokiego ciśnienia i parowania, co obniża koszty operacyjne i zapewnia wysoki stopień zwrotu z inwestycji, czyniąc tę technologię idealnym wyborem dla małych i średnich firm budowlanych chcących wejść w sektor nowoczesnych materiałów ściennych.
3. Zielona i energooszczędna technologia, niskoemisyjna i przyjazna środowisku produkcja
Urządzenia wykorzystują technologię bezautoklawową, eliminując konieczność tradycyjnego procesu parowania w wysokociśnieniowym autoklawie, co pozwala znacznie oszczędzić energię elektryczną i paliwo węglowe, redukując emisję CO₂. Jest to ekologiczna i przyjazna środowisku technika produkcji. W procesie nie występują żadne odpady wody ani spaliny, a surowce są w większości przemysłowymi odpadami, dzięki czemu osiąga się podwójny cel: cyrkulację zasobów i niskoemisyjną produkcję, zgodnie z kierunkiem polityki ochrony środowiska kraju.
4. Autonomiczna technologia podstawowa, doskonałe właściwości produktów
Urządzenia wyposażone są w autorsko opracowane dodatki kompozytowe, które umożliwiają powstanie wewnątrz bloczków niezależnej, zamkniętej struktury mikroporów, znacznie obniżając stopę absorpcji wody oraz znacznie poprawiając odporność na mrozy i przewodność cieplną. Dzięki temu bloczki cechują się zarówno wysoką wytrzymałością, jak i doskonałymi parametrami izolacji termicznej, spełniając normy projektowe dotyczące energooszczędności budynków i gwarantując stabilną, niezawodną jakość produktów.
5. Pełna automatyka sterowania, wydajna i bezproblemowa produkcja
Urządzenia oparte są na pełnej cyfrowej automatyce CNC, umożliwiającej precyzyjne kontrolowanie całego procesu – od dozowania i ważenia surowców, przez szybkie mieszanie i intensywne spienianie, aż po formowanie i transport. Poziom automatyzacji jest bardzo wysoki, proces produkcyjny został uproszczony, co znacznie ogranicza nakłady ręczne i zmniejsza błędy operatorów, zapewniając stałą i stabilną jakość produktów oraz podnosząc ogólną wydajność produkcji.

II. Pełny proces technologiczny: całkowita automatyka łańcucha, wysoka sprawność i ciągłość
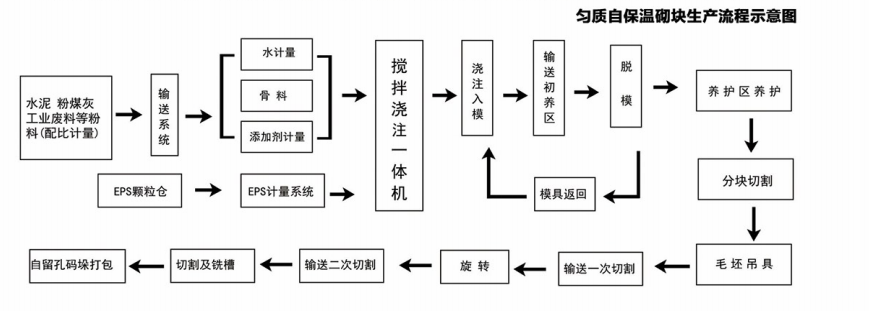
Proces produkcji homogenizowanych bloczków samoczynnie izolujących realizuje pełną automatykę zamkniętego cyklu, z płynnym przebiegiem pomiędzy poszczególnymi etapami. Konkretny przebieg wygląda następująco:
- Dozowanie i transport surowców: cement, popioły lotne, przemysłowe odpady i inne surowce w postaci proszku, razem z granulkami EPS, są precyzyjnie odmierzane przez system dozowania i następnie transportowane do etapu mieszania, co zapewnia dokładne i kontrolowane proporcje surowców.
- Integracja mieszania i wlewu: odmierzone woda, kruszywo, dodatki i granulki EPS są jednocześnie wprowadzane do maszyny do mieszania i wlewu; po szybkim mieszaniu i intensywnym spienianiu powstaje równomierny lekki materiał spieniony, zapewniając pełne połączenie składników i równomierne spienienie.
- Transport i wstępne utwardzanie: po wlewie mieszaniny do formy, materiał jest transportowany do strefy wstępnej obróbki, gdzie pozostaje w stanie spoczynku, aby pierwotnie zastygnąć i uformować blok, tworząc bazę dla późniejszego demontażu formy.
- Demontaż formy i obróbka: po zakończeniu wstępnej obróbki formy są demontowane, a bloki trafiają do strefy obróbki, gdzie poddawane są naturalnej lub wspomaganej obróbce, by zwiększyć wytrzymałość i stabilność bloczków.
- Cięcie i obróbka gotowego produktu: po obróbce bloki są poddawane pierwszemu, drugiemu cięciu oraz frezowaniu, tworząc gotowe bloczki spełniające specyfikację. Na koniec, dzięki samodzielnemu kodowaniu otworów, są pakowane i składowane, kończąc cały proces produkcyjny.
- Obrót formami: po demontażu formy, są one transportowane z powrotem do etapu wlewu, co pozwala na ich ponowne wykorzystanie, zwiększając efektywność produkcji i redukując koszty zużycia sprzętu.
- Cały proces przebiega bez bezpośredniej interwencji człowieka, dzięki całkowitej automatyce i ciągłości operacji, co jednocześnie zapewnia wysoką wydajność i stałą jakość produktów.
Related Products


 Strona główna
Strona główna Tel Consultation
Tel Consultation TOP
TOP